

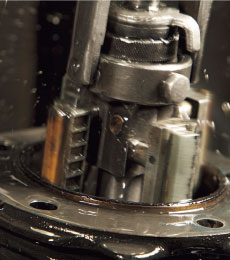
![]() シリンダー内をピストンが往復するレシプロエンジンは、機関全体の摩擦抵抗の30%がシリンダー内で発生すると言われている。このことはシリンダーのボア(内径)の真円度と真直度の高さが、レシプロエンジンにとって如何に重要であるかを示す、ひとつの事実だ。井上ボーリングでは、内燃機加工のなかでも最も代表的な加工といえるボーリングを、すべてコンピュータ制御のマシニングセンターで行なっている。これらの工作機械には、半世紀余におよぶ井上ボーリングの技術と経験の蓄積が、プログラムされていると言えよう。
シリンダー内をピストンが往復するレシプロエンジンは、機関全体の摩擦抵抗の30%がシリンダー内で発生すると言われている。このことはシリンダーのボア(内径)の真円度と真直度の高さが、レシプロエンジンにとって如何に重要であるかを示す、ひとつの事実だ。井上ボーリングでは、内燃機加工のなかでも最も代表的な加工といえるボーリングを、すべてコンピュータ制御のマシニングセンターで行なっている。これらの工作機械には、半世紀余におよぶ井上ボーリングの技術と経験の蓄積が、プログラムされていると言えよう。
縦型マシニングセンターでのボーリングは、旧式のボーリングマシンでの作業より、内径の仕上がり精度が明らかに向上する。なおボーリング作業に関しては、複雑で大型な横型よりも、シンプルな縦型マシニングセンターが適しているとのことだ。

![]() ボーリングを終えたシリンダーボアは、精密な研磨作業であるホーニング加工を施して仕上げられる。井上ボーリングのプラトーホーニングは、プラトー=高原という名が示すように、内径研磨面の摺動面を平らな高原状にしつつ、潤滑に必要なオイル溜まりである深い谷部を作り出す技術だ。面粗度で通常のホーニングの約1/10の滑らかさを実現するプラトーホーニングは、馴らし運転の大幅な短縮、ピストンクリアランス最小化、そして初期摩耗の低減など数多くのメリットを、貴方のエンジンに与えてくれる。
ボーリングを終えたシリンダーボアは、精密な研磨作業であるホーニング加工を施して仕上げられる。井上ボーリングのプラトーホーニングは、プラトー=高原という名が示すように、内径研磨面の摺動面を平らな高原状にしつつ、潤滑に必要なオイル溜まりである深い谷部を作り出す技術だ。面粗度で通常のホーニングの約1/10の滑らかさを実現するプラトーホーニングは、馴らし運転の大幅な短縮、ピストンクリアランス最小化、そして初期摩耗の低減など数多くのメリットを、貴方のエンジンに与えてくれる。
 加工を終えたシリンダーは、平滑さを測定する装置である面粗度計でチェックされる。摺動抵抗の少なさからピックアップが向上する点、オイル溜まりが深いため焼き付きを起こし難い点も、プラトーホーニングの利点だ。
加工を終えたシリンダーは、平滑さを測定する装置である面粗度計でチェックされる。摺動抵抗の少なさからピックアップが向上する点、オイル溜まりが深いため焼き付きを起こし難い点も、プラトーホーニングの利点だ。
![]() 数ある機械加工のなかで組立式クランクシャフトの芯出ほど、技師の熟練度が問われる作業はないだろう。重たい銅ハンマーをクランクウェブに振り下ろし、圧入により組立られたクランクシャフトのズレを修正する。そして、Vブロックの上に載せたクランクシャフトに、ダイヤルゲージをあてがってズレを計測……このサイクルを、芯が出るまで繰り返す。井上ボーリングでは、この道40年という大ベテランの技師が、この作業を一手に引き受けている。その無駄な動きの一切ない作業ぶりは、熟練の技と呼ぶに相応しいものだ。
数ある機械加工のなかで組立式クランクシャフトの芯出ほど、技師の熟練度が問われる作業はないだろう。重たい銅ハンマーをクランクウェブに振り下ろし、圧入により組立られたクランクシャフトのズレを修正する。そして、Vブロックの上に載せたクランクシャフトに、ダイヤルゲージをあてがってズレを計測……このサイクルを、芯が出るまで繰り返す。井上ボーリングでは、この道40年という大ベテランの技師が、この作業を一手に引き受けている。その無駄な動きの一切ない作業ぶりは、熟練の技と呼ぶに相応しいものだ。
このクランクシャフトは、レーサーレプリカの傑作機、ホンダNSR250Rのもの。2ストロークに多い組立て式クランクシャフトの分解組立と芯出を得意とするiBは、長く愛機と付き合いたいクラシックファンの、大きな心の支えとも呼べる存在だろう。

![]() 4ストロークエンジンが備える吸気・排気バルブは、燃焼室内の気密を保つ重要なパーツだ。運転時にバルブは、毎分何千回もバルブシートに打ち付けられるため、如何に強靭かつ耐熱性に優れたバルブとバルブシートでも、その接触面が摩耗することは避けられない宿命にある。井上ボーリングが2005年に導入したスイス製シリンダーヘッド加工専用機は、自動調芯機構とバキュームテスターを有しており、正確なバルブシートカットと気密チェックを行なうことができる。新車時同等の圧縮を甦らせる、優れものの機械だ。
4ストロークエンジンが備える吸気・排気バルブは、燃焼室内の気密を保つ重要なパーツだ。運転時にバルブは、毎分何千回もバルブシートに打ち付けられるため、如何に強靭かつ耐熱性に優れたバルブとバルブシートでも、その接触面が摩耗することは避けられない宿命にある。井上ボーリングが2005年に導入したスイス製シリンダーヘッド加工専用機は、自動調芯機構とバキュームテスターを有しており、正確なバルブシートカットと気密チェックを行なうことができる。新車時同等の圧縮を甦らせる、優れものの機械だ。
 4気筒などの多気筒エンジン、そして4バルブなどのマルチバルブを持つシリンダーヘッドのバルブシートカットは、調整・作業に多くの時間を必要とする加工だ。しかし、このシリンダーヘッド専用加工機は、従来要した時間を大幅に短縮しつつ、さらに加工精度を向上させる能力を発揮してくれるのだ。
4気筒などの多気筒エンジン、そして4バルブなどのマルチバルブを持つシリンダーヘッドのバルブシートカットは、調整・作業に多くの時間を必要とする加工だ。しかし、このシリンダーヘッド専用加工機は、従来要した時間を大幅に短縮しつつ、さらに加工精度を向上させる能力を発揮してくれるのだ。

![]() 5燃焼室の圧縮比調整などの際に必要な、シリンダーヘッドやシリンダーの面研は、フライス盤で面を研削した後、定盤などで研磨仕上げする例が多い。井上ボーリングでは、面研の精度を向上させ、美しい仕上がり面を得るために、大型の平面研磨機を用いて、この作業を行なっている。ワーク(シリンダーヘッドやシリンダー)を固定したベッドは、左右に往復移動を繰り返す。そして大径の砥石が、ワークの表面を滑らかに研磨していく……。その仕上がりは、"本当の研磨"と呼びたくなるほど、美しいものだ。
5燃焼室の圧縮比調整などの際に必要な、シリンダーヘッドやシリンダーの面研は、フライス盤で面を研削した後、定盤などで研磨仕上げする例が多い。井上ボーリングでは、面研の精度を向上させ、美しい仕上がり面を得るために、大型の平面研磨機を用いて、この作業を行なっている。ワーク(シリンダーヘッドやシリンダー)を固定したベッドは、左右に往復移動を繰り返す。そして大径の砥石が、ワークの表面を滑らかに研磨していく……。その仕上がりは、"本当の研磨"と呼びたくなるほど、美しいものだ。
